Introduction
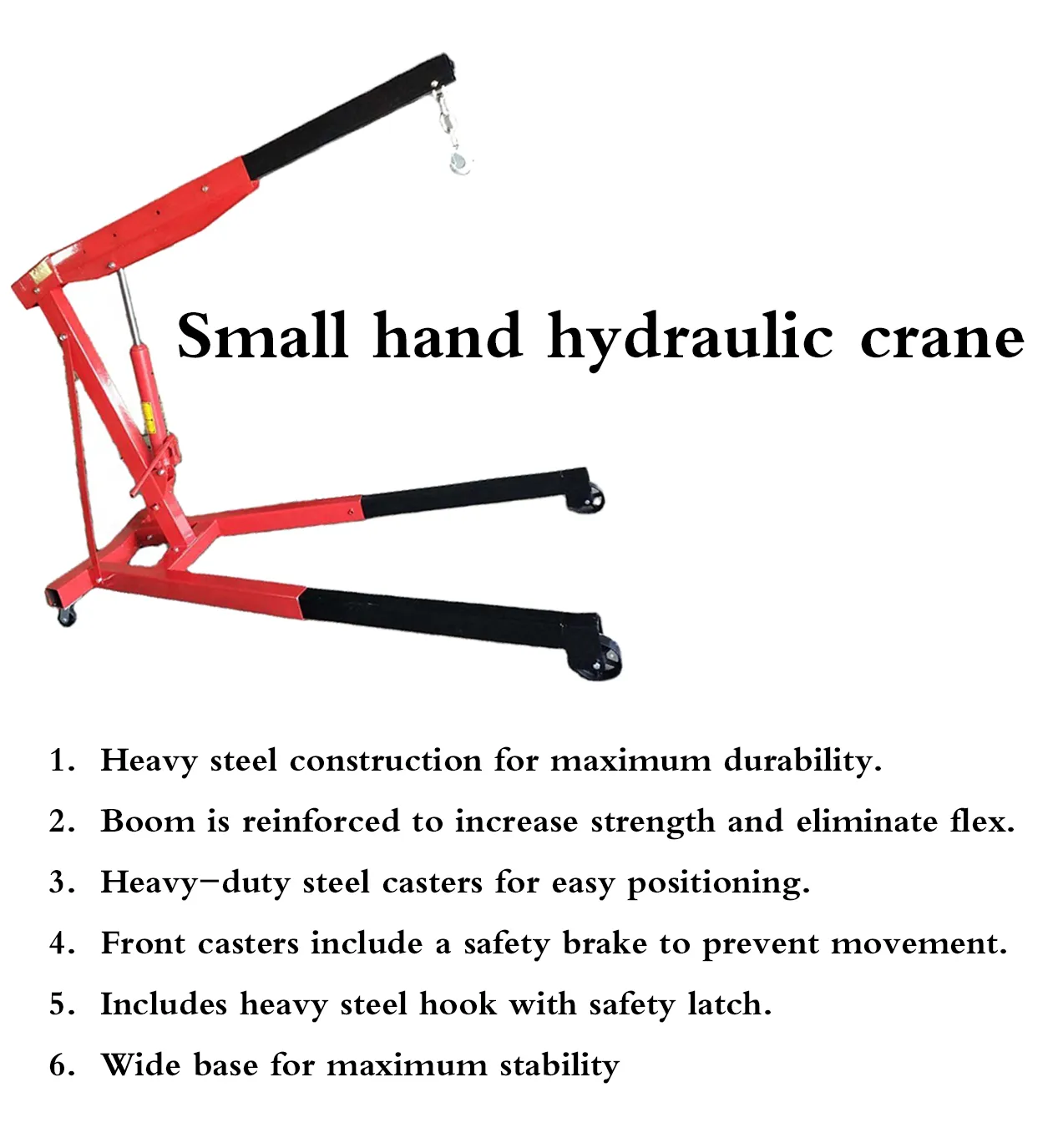
Hydraulic engine crane hoists, commonly referred to as engine lifts or cherry pickers within automotive and industrial settings, are specialized lifting devices utilizing hydraulic principles to safely raise and lower heavy components, primarily internal combustion engines, transmissions, and other substantial machinery. Positioned within the material handling equipment sector, these hoists fill a critical niche requiring precise control and substantial lifting capacity. Their technical position in the supply chain typically involves component manufacturing (hydraulic cylinders, chains, hooks), assembly, quality control, and distribution to automotive repair shops, industrial maintenance facilities, and manufacturing plants. Core performance characteristics are defined by lifting capacity (typically ranging from 2 to 10 tons), maximum lift height, boom reach, and the precision afforded by the hydraulic control system. A primary industry pain point is the need for consistent, reliable operation under demanding conditions, alongside stringent safety protocols to prevent component damage and personnel injury. Further challenges arise from the need for space efficiency in often congested workshop environments and minimizing downtime during engine removal and installation procedures.
Material Science & Manufacturing
The construction of a hydraulic engine crane hoist relies on a selection of materials optimized for strength, durability, and fatigue resistance. The main structural components – boom sections, base frame, and support legs – are predominantly manufactured from high-strength carbon steel (typically ASTM A572 Grade 50, offering a yield strength of 50 ksi). The hydraulic cylinder housings are commonly produced from seamless steel tubing, chosen for its pressure containment capabilities and resistance to corrosion. Piston rods are often constructed from alloy steel, hardened and chrome-plated to minimize friction and resist wear. Lifting chains are typically manufactured from Grade 80 or Grade 100 alloy steel chain, adhering to EN 818-7 standards, ensuring high tensile strength and resistance to shock loading. Hooks are forged from alloy steel, heat-treated to enhance toughness and ductility. The hydraulic fluid itself is a crucial component, often a mineral oil-based hydraulic fluid with anti-wear additives and corrosion inhibitors. Manufacturing processes involve several key steps. Boom sections are fabricated through welding processes (SMAW or GMAW) with stringent weld quality control adhering to AWS D1.1 standards. Hydraulic cylinders are manufactured through precision machining of cylinder bores and honing to achieve a smooth surface finish. The assembly process necessitates accurate alignment of components and rigorous testing of the hydraulic system for leaks and proper functionality. Parameter control focuses on weld penetration depth, hydraulic fluid viscosity, chain load ratings, and structural stress analysis utilizing Finite Element Analysis (FEA) software.
Performance & Engineering
Performance of a hydraulic engine crane hoist is fundamentally governed by Pascal’s Law, which dictates that pressure applied to a confined fluid is transmitted equally in all directions. The hydraulic system utilizes a pump, valves, and cylinders to convert mechanical energy into fluid power, enabling controlled lifting and lowering. Force analysis centers on calculating the maximum lifting capacity based on the cylinder bore area and the hydraulic pressure. Stability is paramount; the base frame and support legs must be engineered to withstand the overturning moment generated by the lifted load, considering the center of gravity and the overall dimensions of the hoist. Environmental resistance considerations include corrosion protection via powder coating or galvanization, particularly in outdoor applications or environments with high humidity. Compliance requirements vary based on geographical location, but generally adhere to standards such as ASME B30.9 (Slings, Alloy Chain, and Synthetic Slings) and OSHA regulations regarding lifting equipment safety. Functional implementation involves a multi-directional boom allowing for both vertical lifting and horizontal reach. The boom typically incorporates a telescopic design for adjusting the lift height and a swivel base for maneuvering the load. Precise control is achieved through a multi-position valve enabling incremental adjustments to lifting speed and lowering rate. Load testing is a crucial engineering step, verifying the hoist's capacity and stability under simulated operating conditions.
Technical Specifications
| Lifting Capacity (tons) | Maximum Lift Height (ft) | Boom Reach (ft) | Hydraulic System Pressure (PSI) |
|---|---|---|---|
| 2 | 8.5 | 6 | 3000 |
| 4 | 12 | 8 | 3500 |
| 6 | 15 | 10 | 4000 |
| 8 | 18 | 12 | 4500 |
| 10 | 22 | 15 | 5000 |
| Variable (Customizable) | Variable (Customizable) | Variable (Customizable) | Variable (Customizable) |
Failure Mode & Maintenance
Failure modes in hydraulic engine crane hoists can be attributed to several factors. Fatigue cracking in boom sections and lifting hooks is a common concern, particularly under repeated stress cycles and overload conditions. Delamination and corrosion of structural components can compromise their integrity. Hydraulic system failures, including pump wear, valve malfunctions, and cylinder leaks, can lead to loss of lifting capacity or uncontrolled lowering. Chain failures, due to exceeding load limits or corrosion, pose a significant safety hazard. Oxidation of hydraulic fluid can reduce its lubricating properties and accelerate component wear. Preventive maintenance is critical for mitigating these risks. Regular inspection of chains, hooks, and boom sections for cracks or wear is essential. Hydraulic fluid should be checked for contamination and replaced according to manufacturer recommendations (typically every 6-12 months). Cylinder seals and hoses should be inspected for leaks and replaced as needed. Lubrication of pivot points and moving parts is crucial for reducing friction and wear. Load testing should be performed periodically (annually) to verify the hoist’s capacity and safety. Proper storage in a dry, sheltered environment can minimize corrosion. Detailed record-keeping of maintenance activities and inspection results is vital for tracking equipment performance and identifying potential issues before they escalate into failures.
Industry FAQ
Q: What are the key considerations for selecting a hydraulic engine crane hoist for a high-volume automotive repair shop?
A: For a high-volume shop, lifting capacity and lift speed are paramount. Consider a hoist with a capacity exceeding the heaviest engine typically serviced, and prioritize models with variable speed control for precise positioning. Durability and ease of maintenance are also crucial to minimize downtime. A robust frame, high-quality hydraulic components, and readily available spare parts are essential.
Q: How does environmental temperature affect the performance of the hydraulic system?
A: Extreme temperatures can significantly impact hydraulic fluid viscosity. Cold temperatures increase viscosity, leading to slower operation and increased pump strain. High temperatures decrease viscosity, potentially reducing sealing effectiveness and causing leaks. Hydraulic fluid specifically formulated for the operating temperature range should be used.
Q: What are the implications of using non-approved lifting chains or hooks with the hoist?
A: Using non-approved components introduces a severe safety risk. Non-certified chains and hooks may not meet the required tensile strength or fatigue resistance, potentially leading to catastrophic failure and significant injury. Always use components that meet or exceed the manufacturer’s specifications and adhere to relevant industry standards (e.g., EN 818-7).
Q: What safety features should be present on a modern hydraulic engine crane hoist?
A: Essential safety features include a pressure relief valve to prevent overloading, a chain guard to protect against entanglement, a load-holding valve to prevent uncontrolled lowering in case of a hydraulic failure, and a clearly labeled capacity plate. Regular inspection and testing of these features are critical.
Q: How important is regular hydraulic fluid analysis in extending the lifespan of the hoist?
A: Hydraulic fluid analysis is highly important. It can detect contamination (water, particulate matter), fluid degradation (oxidation, viscosity changes), and wear debris, providing early warning of potential problems before they lead to component failure. Regular analysis allows for timely fluid replacement and preventative maintenance.
Conclusion
Hydraulic engine crane hoists represent a crucial component in modern automotive and industrial maintenance operations. Their effectiveness hinges on a combination of robust material science, precise engineering, and adherence to stringent safety standards. Understanding the underlying hydraulic principles, potential failure modes, and the importance of preventative maintenance is paramount for ensuring reliable and safe operation. The selection of a hoist must be carefully considered, taking into account the specific application requirements, environmental conditions, and the need for long-term durability.
Future advancements in this technology may focus on incorporating smart sensors for real-time load monitoring and predictive maintenance, as well as the development of lighter-weight materials to improve maneuverability and reduce the overall footprint of the hoist. Continuous adherence to evolving industry standards and best practices will be essential for maintaining the safety and efficiency of these critical lifting devices.
